
 Elettrotecnica e non solo (admin)
Elettrotecnica e non solo (admin) Un gatto tra gli elettroni (IsidoroKZ)
Un gatto tra gli elettroni (IsidoroKZ) Esperienza e simulazioni (g.schgor)
Esperienza e simulazioni (g.schgor) Moleskine di un idraulico (RenzoDF)
Moleskine di un idraulico (RenzoDF) Il Blog di ElectroYou (webmaster)
Il Blog di ElectroYou (webmaster) Idee microcontrollate (TardoFreak)
Idee microcontrollate (TardoFreak) PICcoli grandi PICMicro (Paolino)
PICcoli grandi PICMicro (Paolino) Il blog elettrico di carloc (carloc)
Il blog elettrico di carloc (carloc) DirtEYblooog (dirtydeeds)
DirtEYblooog (dirtydeeds) Di tutto... un po' (jordan20)
Di tutto... un po' (jordan20) AK47 (lillo)
AK47 (lillo) Esperienze elettroniche (marco438)
Esperienze elettroniche (marco438) Telecomunicazioni musicali (clavicordo)
Telecomunicazioni musicali (clavicordo) Automazione ed Elettronica (gustavo)
Automazione ed Elettronica (gustavo) Direttive per la sicurezza (ErnestoCappelletti)
Direttive per la sicurezza (ErnestoCappelletti) EYnfo dall'Alaska (mir)
EYnfo dall'Alaska (mir) Apriamo il quadro! (attilio)
Apriamo il quadro! (attilio) H7-25 (asdf)
H7-25 (asdf) Passione Elettrica (massimob)
Passione Elettrica (massimob) Elettroni a spasso (guidob)
Elettroni a spasso (guidob) Bloguerra (guerra)
Bloguerra (guerra)Nel mio intento di inventarmi un lavoro sono arrivato a un progettino per il quale mi servirebbero dei pezzi in plastica.
Ho chiesto preventivi a qualche ditta qui in Spagna ma il risultato è sempre lo stesso: silenzio assoluto. Se li chiamo per sapere se hanno ricevuto i disegni dicono di sì, che al più presto risponderanno, poi niente.
Se non rispondono, dopo il terzo tentativo lascio perdere e cerco un altro. Peccato perché una ditta era a un quarto d'ora di macchina da casa.
Penso che i prossimi tentativi li farò in Cina. I cinesi rispondono in un giorno, anche se poi è difficile farsi capire. Magari proverò anche in Italia, sarà un po' più caro ma sulla qualità non si discute (almeno, io ho un alto concetto della qualità italiana).
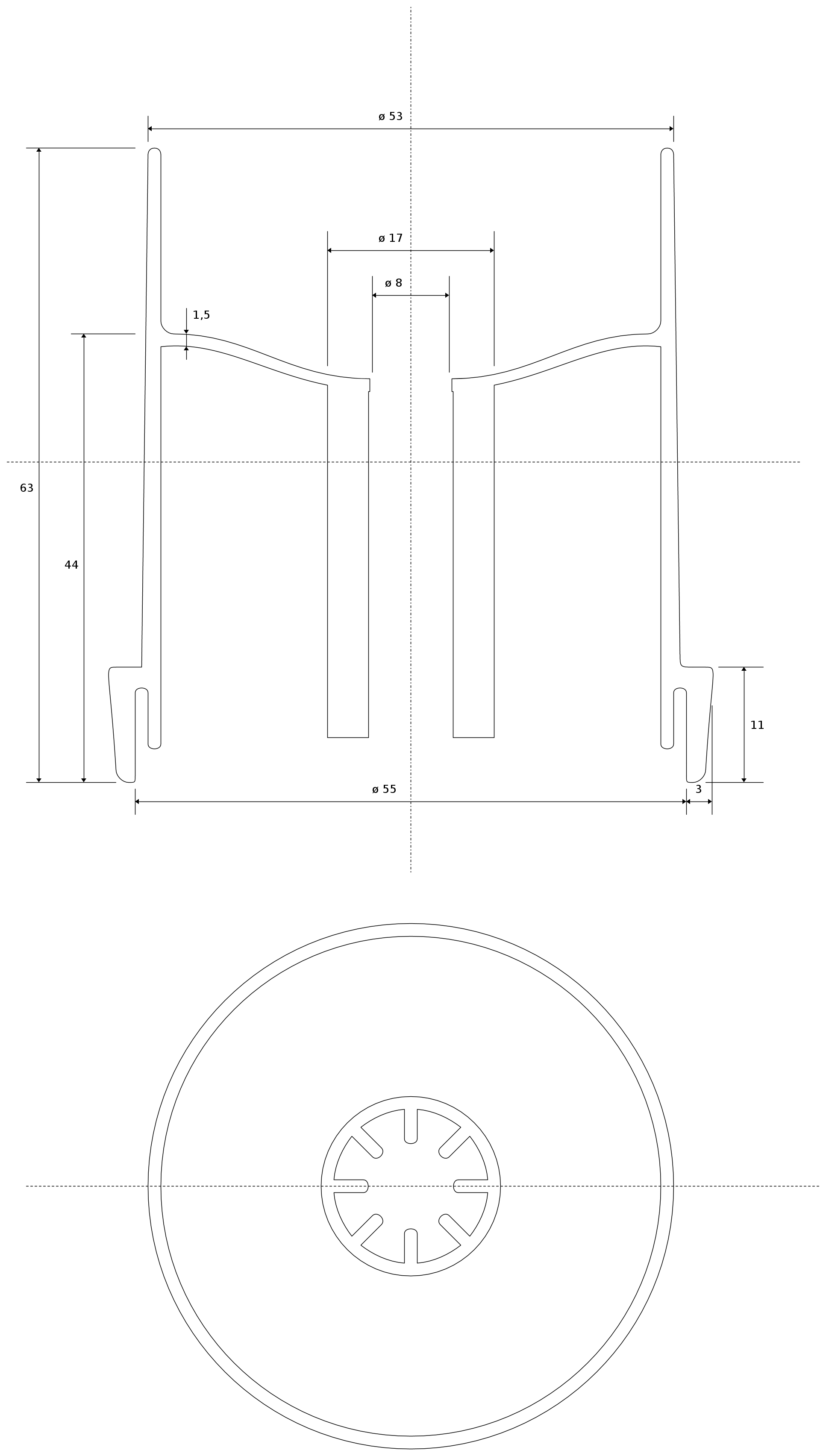
Per farla corta, per cominciare avrei bisogno di 200 pezzi per tipo. Un pezzo di esempio è il seguente (scusate se per ora non vi dico a cosa serve):
È grosso modo una struttura a due tubi coassiali uniti da un setto, di circa 60 mm di diametro e altrettanti di altezza. Non ho idea di come si producono gli stampi, ma spero si possa fare uno stampo in due parti. Spero non sia un oggetto impossibile.
Lo so che il disegno è incompleto, mancano anche alcune quote. Poi lo disegnerò in 3D se serve, ma a me adesso interessa avere un'idea del costo dello stampo (magari low-cost, in alluminio anzichè in acciaio) e 200 pezzi in una plastica comune, polietilene per esempio.
Il tutto per avere almeno una prima idea dei costi.
Qualcuno ha avuto qualche esperienza e potrebbe darmi qualche consiglio, informazioni sui costi e magari il nominativo di qualche ditta affidabile?
Ringrazio anticipatamente.
Quanto costano pezzi in plastica su ordinazione?
12 messaggi
• Pagina 1 di 2 • 1, 2
2
voti
[1] Quanto costano pezzi in plastica su ordinazione?
![]() da
da ![]() GuidoB » 7 giu 2014, 1:26
GuidoB » 7 giu 2014, 1:26
Big fan of ⋮ƎlectroYou! Ausili per disabili e anziani su ⋮ƎlectroYou
Caratteri utili: À È É Ì Ò Ó Ù α β γ δ ε η θ λ μ π ρ σ τ φ ω Ω º ª ² ³ √ ∛ ∜ ₀ ₁ ₂ ₃ ₄ ₅ ₆ ∃ ∄ ∆ ∈ ∉ ± ∓ ∾ ≃ ≈ ≠ ≤ ≥
Caratteri utili: À È É Ì Ò Ó Ù α β γ δ ε η θ λ μ π ρ σ τ φ ω Ω º ª ² ³ √ ∛ ∜ ₀ ₁ ₂ ₃ ₄ ₅ ₆ ∃ ∄ ∆ ∈ ∉ ± ∓ ∾ ≃ ≈ ≠ ≤ ≥

7
voti
[2] Re: Quanto costano pezzi in plastica su ordinazione?
![]() da
da ![]() davidde » 7 giu 2014, 14:00
davidde » 7 giu 2014, 14:00
Te la butto lì...
uno stampo in acciaio o in alluminio che ti permetta di costruire il pezzo in pressofusione per una preserie da 200pz è pura follia (perdona la sincerità ). A occhio, ma bisognerebbe vedere il disegno con tutte le specifiche, uno stampo del genere non ti costa meno di 10-15000€ inoltre, come già hai visto, nessuna ditta ti risponde perché in generale non si piazzano le presse da stampi per quantitativi così bassi. Pagheresti tanto anche i particolari.
). A occhio, ma bisognerebbe vedere il disegno con tutte le specifiche, uno stampo del genere non ti costa meno di 10-15000€ inoltre, come già hai visto, nessuna ditta ti risponde perché in generale non si piazzano le presse da stampi per quantitativi così bassi. Pagheresti tanto anche i particolari.
Le preserie come quelle si affrontano con altre tecniche, una delle più usate è quella del vacuum casting ma la produzione è comunque piuttosto cara (a spanne sei intorno ai 50-100€/pz). Fossi in te valuterei la colata in resina. Fai uno stampo in silicone e poi coli a pressione ambiente la resina fluida, una volta solidificata hai il tuo pezzo. Con questo metodo, il più economico che si usa nelle preserie, sei intorno ai 20€/pz o poco più, dipende dalla resina che ti serve (resistenza meccanica, temperatura di lavoro, agenti chimici, resistenza ai raggi uv, stabilità nel tempo, colore etc.).
P.S.
Se ti servono indicazioni più dettagliate aggiungi informazioni, più o meno è il mio lavoro e dovrei riuscire a farti una valutazione piuttosto concreta.
uno stampo in acciaio o in alluminio che ti permetta di costruire il pezzo in pressofusione per una preserie da 200pz è pura follia (perdona la sincerità
Le preserie come quelle si affrontano con altre tecniche, una delle più usate è quella del vacuum casting ma la produzione è comunque piuttosto cara (a spanne sei intorno ai 50-100€/pz). Fossi in te valuterei la colata in resina. Fai uno stampo in silicone e poi coli a pressione ambiente la resina fluida, una volta solidificata hai il tuo pezzo. Con questo metodo, il più economico che si usa nelle preserie, sei intorno ai 20€/pz o poco più, dipende dalla resina che ti serve (resistenza meccanica, temperatura di lavoro, agenti chimici, resistenza ai raggi uv, stabilità nel tempo, colore etc.).
P.S.
Se ti servono indicazioni più dettagliate aggiungi informazioni, più o meno è il mio lavoro e dovrei riuscire a farti una valutazione piuttosto concreta.

1
voti
[3] Re: Quanto costano pezzi in plastica su ordinazione?
![]() da
da ![]() mario_maggi » 7 giu 2014, 14:37
mario_maggi » 7 giu 2014, 14:37
GuidoB,
puoi anche provare a farli con una stampante 3D, se le esigenze meccaniche non sono elevate.
Di certo devi presentare la richiesta in modo piu' professionale, indicando esattamente i tipi di plastica accettati e le caratteristiche tecniche che dovranno avere i pezzi finiti.
Metti a posto anche il disegno tecnico, se a me arrivasse in ditta un disegno cosi' lo cestinerei.
Ciao
Mario
puoi anche provare a farli con una stampante 3D, se le esigenze meccaniche non sono elevate.
Di certo devi presentare la richiesta in modo piu' professionale, indicando esattamente i tipi di plastica accettati e le caratteristiche tecniche che dovranno avere i pezzi finiti.
Metti a posto anche il disegno tecnico, se a me arrivasse in ditta un disegno cosi' lo cestinerei.
Ciao
Mario
Mario Maggi
https://www.evlist.it per la mobilità elettrica e filiera relativa
https://www.axu.it , inverter speciali, convertitori DC/DC, soluzioni originali per la qualità dell'energia
Innovazioni: https://www.axu.it/mm4
https://www.evlist.it per la mobilità elettrica e filiera relativa
https://www.axu.it , inverter speciali, convertitori DC/DC, soluzioni originali per la qualità dell'energia
Innovazioni: https://www.axu.it/mm4
-

 mario_maggi
mario_maggi
20,0k 3 11 12 - G.Master EY

- Messaggi: 4181
- Iscritto il: 21 dic 2006, 9:59
- Località: Milano
3
voti
[4] Re: Quanto costano pezzi in plastica su ordinazione?
![]() da
da ![]() GuidoB » 9 giu 2014, 1:43
GuidoB » 9 giu 2014, 1:43
Vi ringrazio delle risposte.
Sì, anche se dovrei pensare a qualche modifica al pezzo (non si può stampare una superficie a mezz'aria, ci vuole un supporto).
Già, devo ripassare cose di trent'anni fa... e usare un CAD. Seguendo le orme di
devo ripassare cose di trent'anni fa... e usare un CAD. Seguendo le orme di  TardoFreak sto guardando DesignSpark Mechanical, è un sottoinsieme di SpaceClaim, permette di disegnare in 3D ed esportare in vari formati, è bello ed è gratuito...
TardoFreak sto guardando DesignSpark Mechanical, è un sottoinsieme di SpaceClaim, permette di disegnare in 3D ed esportare in vari formati, è bello ed è gratuito...
Non mi sembra corretto non rispondere. Le web dicono che accettano anche serie piccole e/o fanno i disegni partendo dalla descrizione e bozze del cliente. Forse non vogliono perdere tempo con i novellini con cui non sono sicuri di un buon profitto... mah! Comunque non mi sembra un bel modo di fare.
Vuoi dire che più la forma ha dettagli più si paga? Solo per capire. Io avevo letto che fanno gli stampi con macchine a controllo numerico, pensavo che i particolari non incidessero molto.
 ecco, era questo il dato tanto agognato che per telefono non danno... grazie
ecco, era questo il dato tanto agognato che per telefono non danno... grazie 
Considerando molto a spanne che per starci dentro potrei spendere 2 € al pezzo (me ne servono parecchi per ogni unità di prodotto), e considerando il materiale e la lavorazione, dovrei sfruttare lo stampo per fare almeno 10000 pezzi, anche più. Finché non sono sicuro di vendere a sufficienza e che la forma sia quella definitiva, è meglio evitare.
Comunque ci ho pensato un po' e per cominciare posso anche fare a meno di quel pezzo.
Questo è molto interessante. Io avevo fatto qualche prova con una resina epossidica bicomponente. L'avevo ordinata in un negozio di belle arti, e quando sono andato a ritirarla ho scoperto che era una "vernice finish glass" per dare un aspetto vetroso alle superfici, non una resina per colate. Ma ormai ero in ballo e l'ho provata lo stesso.
Come vernice va bene, ma colando oggetti spessi anche pochi millimetri restano molte bollicine d'aria imprigionate. Forse è perché quella resina è troppo viscosa e forse anche perché avevo usato materiale poroso (una spatola di legno, compresa nel kit) per mescolare la resina con l'indurente. Il problema si mitiga tenendo al caldo la resina mentre si solidifica (diventa meno viscosa e le bolle vengono a galla e scoppiano), ma rimane comunque. In queste prove avevo usato stampi rudimentali fatti con comune silicone sigillante.
Adesso vorrei passare a utilizzare materiali più consoni.
Vorrei fare degli oggetti simili a cilindri trasparenti con una punta, lunghi circa 50 mm e di 8 mm di diametro, tipo questo:
Resistenza meccanica necessaria: niente di speciale, temperatura di lavoro: da qualche grado sotto zero a 40 ºC, agenti chimici: niente di particolare. Devono essere trasparenti, lisci, con un indice di rifrazione almeno pari a quello del vetro, plexiglas o resina epossidica (circa 1,5, o più). Non staranno sotto la luce diretta del sole o sottoposti a molti raggi UV, non devono ingiallire (o al limite farlo molto poco), e durare a lungo (trent'anni o più). Saranno attraversati da luce di led bianchi.
Avevo anche pensato di "fare la punta" a delle bacchette di plexiglas, ma il sistema della colata mi sembra più semplice.
Come modelli userei dei pastelli a cera, mettendone magari una cinquantina in verticale nel silicone liquido, per fare un unico stampo che mi dia 50 bacchette alla volta.
Ho trovato questa resina poliestere trasparente per colata. Ho trovato anche questa ditta molto ben fornita, con tanti tipi di gomme siliconiche per colate, resina epossidica e resina poliestere trasparenti.
 davidde, tu che prodotti mi consiglieresti (anche non compresi tra quelli indicati)? È meglio utilizzare anche un distaccante?
davidde, tu che prodotti mi consiglieresti (anche non compresi tra quelli indicati)? È meglio utilizzare anche un distaccante?
Approfitto della tua disponibilità... grazie!
mario_maggi ha scritto:puoi anche provare a farli con una stampante 3D
Sì, anche se dovrei pensare a qualche modifica al pezzo (non si può stampare una superficie a mezz'aria, ci vuole un supporto).
mario_maggi ha scritto:Metti a posto anche il disegno tecnico, se a me arrivasse in ditta un disegno cosi' lo cestinerei.
Già,
davidde ha scritto:nessuna ditta ti risponde perché in generale non si piazzano le presse da stampi per quantitativi così bassi.
Non mi sembra corretto non rispondere. Le web dicono che accettano anche serie piccole e/o fanno i disegni partendo dalla descrizione e bozze del cliente. Forse non vogliono perdere tempo con i novellini con cui non sono sicuri di un buon profitto... mah! Comunque non mi sembra un bel modo di fare.
davidde ha scritto:Pagheresti tanto anche i particolari.
Vuoi dire che più la forma ha dettagli più si paga? Solo per capire. Io avevo letto che fanno gli stampi con macchine a controllo numerico, pensavo che i particolari non incidessero molto.
davidde ha scritto:A occhio, ma bisognerebbe vedere il disegno con tutte le specifiche, uno stampo del genere non ti costa meno di 10-15000€
Considerando molto a spanne che per starci dentro potrei spendere 2 € al pezzo (me ne servono parecchi per ogni unità di prodotto), e considerando il materiale e la lavorazione, dovrei sfruttare lo stampo per fare almeno 10000 pezzi, anche più. Finché non sono sicuro di vendere a sufficienza e che la forma sia quella definitiva, è meglio evitare.
Comunque ci ho pensato un po' e per cominciare posso anche fare a meno di quel pezzo.
davidde ha scritto:Fossi in te valuterei la colata in resina. Fai uno stampo in silicone e poi coli a pressione ambiente la resina fluida, una volta solidificata hai il tuo pezzo.
Questo è molto interessante. Io avevo fatto qualche prova con una resina epossidica bicomponente. L'avevo ordinata in un negozio di belle arti, e quando sono andato a ritirarla ho scoperto che era una "vernice finish glass" per dare un aspetto vetroso alle superfici, non una resina per colate. Ma ormai ero in ballo e l'ho provata lo stesso.
Come vernice va bene, ma colando oggetti spessi anche pochi millimetri restano molte bollicine d'aria imprigionate. Forse è perché quella resina è troppo viscosa e forse anche perché avevo usato materiale poroso (una spatola di legno, compresa nel kit) per mescolare la resina con l'indurente. Il problema si mitiga tenendo al caldo la resina mentre si solidifica (diventa meno viscosa e le bolle vengono a galla e scoppiano), ma rimane comunque. In queste prove avevo usato stampi rudimentali fatti con comune silicone sigillante.
Adesso vorrei passare a utilizzare materiali più consoni.
Vorrei fare degli oggetti simili a cilindri trasparenti con una punta, lunghi circa 50 mm e di 8 mm di diametro, tipo questo:
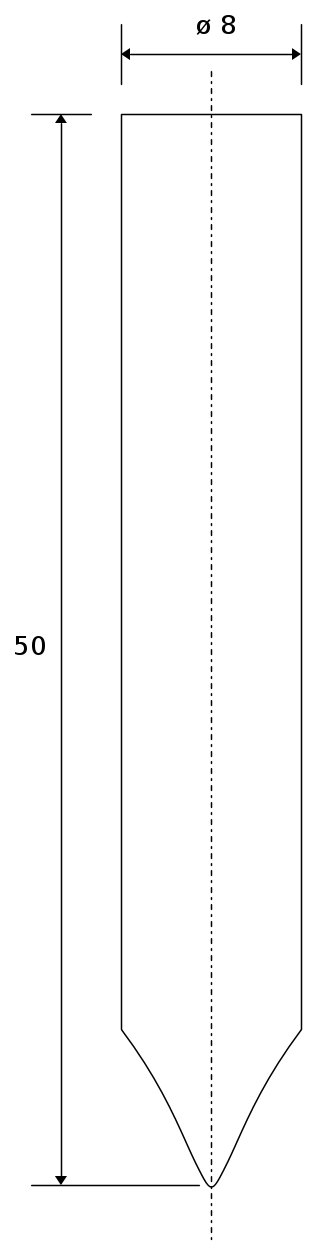
Resistenza meccanica necessaria: niente di speciale, temperatura di lavoro: da qualche grado sotto zero a 40 ºC, agenti chimici: niente di particolare. Devono essere trasparenti, lisci, con un indice di rifrazione almeno pari a quello del vetro, plexiglas o resina epossidica (circa 1,5, o più). Non staranno sotto la luce diretta del sole o sottoposti a molti raggi UV, non devono ingiallire (o al limite farlo molto poco), e durare a lungo (trent'anni o più). Saranno attraversati da luce di led bianchi.
Avevo anche pensato di "fare la punta" a delle bacchette di plexiglas, ma il sistema della colata mi sembra più semplice.
Come modelli userei dei pastelli a cera, mettendone magari una cinquantina in verticale nel silicone liquido, per fare un unico stampo che mi dia 50 bacchette alla volta.
Ho trovato questa resina poliestere trasparente per colata. Ho trovato anche questa ditta molto ben fornita, con tanti tipi di gomme siliconiche per colate, resina epossidica e resina poliestere trasparenti.
Approfitto della tua disponibilità... grazie!
Big fan of ⋮ƎlectroYou! Ausili per disabili e anziani su ⋮ƎlectroYou
Caratteri utili: À È É Ì Ò Ó Ù α β γ δ ε η θ λ μ π ρ σ τ φ ω Ω º ª ² ³ √ ∛ ∜ ₀ ₁ ₂ ₃ ₄ ₅ ₆ ∃ ∄ ∆ ∈ ∉ ± ∓ ∾ ≃ ≈ ≠ ≤ ≥
Caratteri utili: À È É Ì Ò Ó Ù α β γ δ ε η θ λ μ π ρ σ τ φ ω Ω º ª ² ³ √ ∛ ∜ ₀ ₁ ₂ ₃ ₄ ₅ ₆ ∃ ∄ ∆ ∈ ∉ ± ∓ ∾ ≃ ≈ ≠ ≤ ≥
3
voti
[5] Re: Quanto costano pezzi in plastica su ordinazione?
![]() da
da ![]() cronos80 » 9 giu 2014, 8:57
cronos80 » 9 giu 2014, 8:57
Ciao  GuidoB,
GuidoB,
Ho lavorato per un po' presso una ditta per stampi (da progettista meccanico) e purtroppo la tua richiesta cadrebbe sempre nel dimenticatoio per due motivi sostanzialmente:
a) Come già detto dadavidde per il numero irrisorio di pezzi
b) Per il disegno, il 2D è ok ma vanno rispettate le regole delle proiezioni ortogonali, i disegni che hai postato semplicemente non si capiscono.
Accoppiando le due cose è facile che quando ricevono il disegno valutino poco conveniente dedicare tempo ad un preventivo complesso e che molto probabilmente non darà una commessa.
Per come si presentano i pezzi, penso che potresti farli realizzare da un'officina meccanica tornendo una plastica tipo ertalon, 200 pezzi sono un buon numero per ammortizzare i costi.

PS.: se riesci a fare delle proiezioni ortogonali ti posso indicare qualche cosa di più.
Ho lavorato per un po' presso una ditta per stampi (da progettista meccanico) e purtroppo la tua richiesta cadrebbe sempre nel dimenticatoio per due motivi sostanzialmente:
a) Come già detto da
b) Per il disegno, il 2D è ok ma vanno rispettate le regole delle proiezioni ortogonali, i disegni che hai postato semplicemente non si capiscono.
Accoppiando le due cose è facile che quando ricevono il disegno valutino poco conveniente dedicare tempo ad un preventivo complesso e che molto probabilmente non darà una commessa.
Per come si presentano i pezzi, penso che potresti farli realizzare da un'officina meccanica tornendo una plastica tipo ertalon, 200 pezzi sono un buon numero per ammortizzare i costi.
PS.: se riesci a fare delle proiezioni ortogonali ti posso indicare qualche cosa di più.
Non cercare di piegare il cucchiaio. È impossibile. Cerca invece di fare l'unica cosa saggia: giungere alla verità. Il cucchiaio non esiste. Allora ti accorgerai che non è il cucchiaio a piegarsi, ma sei tu stesso!


10
voti
[6] Re: Quanto costano pezzi in plastica su ordinazione?
![]() da
da ![]() davidde » 9 giu 2014, 11:50
davidde » 9 giu 2014, 11:50
GuidoB ha scritto:Vuoi dire che più la forma ha dettagli più si paga? Solo per capire.
Non è proprio così ma in linea di massima si, solitamente per fare un preventivo spannometrico del costo di uno stampo si valutano le aperture, ovvero dove lo stampo si deve aprire per permettere l'estrazione del pezzo e i carrelli, che in pratica sono gli inserti che vanno in posizione prima dell'iniezione del materiale per ottenere sottosquadri o forme particolari.
Generalmente comunque se non si hanno alcune decine di migliaia di pezzi da stampare la pressofusione non è la soluzione più economica.
Tornando alle resine da colata devi tenere in considerazione che per produrre in tempi accettabili e riducendo al minimo gli scarti devi organizzarti. Visto che l'argomento è molto vasto provo a dirti come farei io se dovessi realizzare un migliaio di particolari relativi al secondo disegno che hai postato.
Prima di tutto devi valutare bene quanti stampi fare e il numero di figure per ogni stampo, questo dipende dalla resina che scegli. Io starei su una resina che abbia un tempo di solidificazione abbastanza rapido, indipendentemente da quello che dicono i datasheet difficilmente una resina trasparente con un volume di colata di circa 2,5ml (valore ricavato dal tuo disegno) ci mette meno di un paio d'ore prima della sformatura. Questo vuol dire che ogni volta che misceli la resina e poi coli devi aspettare un paio d'ore prima di poter riutilizzare quello stampo per produrre nuovi particolari. Probabilmente in questo caso servirebbe anche una passata in forno per velocizzare il processo di asciugatura.
Io propenderei quindi per uno stampo da 20 figure e lo riprodurrei minimo una decina di volte, in questo modo quando ti metti a produrre riesci ad avere una certa continuità e ad avere il primo stampo nuovamente libero appena finisci di colare l'ultimo.
Il motivo per cui non eccederei i 20pz ogni stampo è semplice, la reazione di solidificazione di queste resine è esotermica, più aumenti la massa più la reazione è veloce di conseguenza si riduce il pot life (tempo in cui la resina rimane liquida). Con 50ml di resina dovresti avere un pot life intorno ai 10min, un tempo che ti permette di miscelare e colare con calma.
Per le tipologie di resine da utilizzare io starei sulle poliuretaniche, le epossidiche ci mettono troppo ad asciugare e una volta solidificate sono più fragili (quasi vetrose), per intenderci se ti cade in terra un pezzo fatto di resina epossidica è molo facile che vada in pezzi mentre se lo stesso è fatto in resina poliuretanica non succede nulla. Io uso i prodotti della Chemix, ne ho provati parecchi ma questi sono quelli che a mio avviso hanno un miglior rapporto qualità/prezzo in più i tecnici sono molto preparati e disponibili. I pezzi trasparenti io li faccio con la resina PU-8066 e per costruire gli stampi utilizzo il silicone RTV-840. Per darti un'idea dei costi con meno di 150€ compri 2kg di resina (1kg di resina + 1kg di catalizzatore) e 1kg di silicone.
Oltre a questo per iniziare ti serve almeno una pompa da vuoto, sia il silicone che le resine per essere miscelate senza inglobare aria richiedono un mescolamento sottovuoto.
Per il silicone, che ha dei tempi di asciugatura intorno alle 24h la miscelazione è più semplice, puoi miscelare con una spatola e poi metterlo sottovuoto in un secondo tempo fino a completa "sbollatura" mentre per le resine è diverso poiché il pot life è ridotto. Per queste ultime si usano degli appositi miscelatori, la resina e il suo catalizzatore dopo essere stati pesati vengono messi in un contenitore, in questo contenitore prima di iniziare il mescolamento viene fatto il vuoto così che la resina non possa inglobare aria durante il processo.
Guarda questo video: vacuum casting questo è il modo di procedere se dovessi fare pezzi molto complessi, nel tuo caso il risultato finale sarà una via di mezzo tra questo metodo e la pura e semplice colata a pressione ambiente.
Non so cos'altro dirti perché potrei continuare ore, forse è meglio se ti fai l'idea di come funzionino questi processi a livello industriale e poi faccia tu le domande...
2
voti
[7] Re: Quanto costano pezzi in plastica su ordinazione?
![]() da
da ![]() brabus » 9 giu 2014, 12:02
brabus » 9 giu 2014, 12:02
Permettimi di suggerirti la stesura di un bell'articolo in merito, lo leggerei con grande piacere.
ciao!
Alberto.

0
voti
[8] Re: Quanto costano pezzi in plastica su ordinazione?
![]() da
da ![]() GuidoB » 11 giu 2014, 1:59
GuidoB » 11 giu 2014, 1:59
Grazie davidde, sono d'accordo con  brabus che tutto questo sapere merita (almeno) un articolo! Spero che il tempo te lo permetta.
brabus che tutto questo sapere merita (almeno) un articolo! Spero che il tempo te lo permetta.
Grazie anche a te, cronos80 per le tue indicazioni.
cronos80 per le tue indicazioni.
Ho guardato il video consigliato da David e l'ho trovato molto interessante.
La "sbollatura" del silicone per lo stampo è fattibile, devo comprare una pompa a vuoto e una piccola camera a vuoto.
Questo procedimento fatto tutto sottovuoto con servomeccanismi è al di fuori della mia portata, per i costi sicuramente proibitivi della macchina.
Allora ho cercato su internet e ho intravisto qualche altra possibilità.
La prima, più banale, è quella di usare una resina più lenta nell'indurimento. Ho visto che della resina PU-8066 che consigli, esiste anche la versione PU-8066 Slow, che ha un "Gel time" di 45 - 60 minuti anziché 15 minuti. Poi bisognerà aspettare minimo 12 ore prima di sformare, pazienza. Per iniziare, una volta che mantenga una scorta di 100 pezzi pronti penso che potrò stare tranquillo per un po'.
In questo caso penso di poter mettere uno o due stampi da 20 riempiti di resina nella camera sottovuoto, fare il vuoto per mezz'ora e poi tornare a pressione atmosferica, per far tornare a piccole dimensioni le bolle che non fossero ancora uscite.
L'altro modo, descritto qui, è quello di usare una pompa potente che faccia rapidamente il vuoto e quindi degassi la resina in poco tempo, oppure usare due camere a vuoto, una grande per immagazzinare tanto "vuoto" e una più piccola dove mettere gli stampi con la resina. Mettendo un momento in comunicazione le due camere, si raggiunge il vuoto nella seconda molto più velocemente e si dovrebbe poter "sbollare" la resina prima che solidifichi.
Credi che potrebbe funzionare?
Ho visto che la Chemix vende anche una piccola pompa con relativa camera a vuoto.
Secondo i dati che danno in questa pagina, la pompa piccola ha una portata di 70 l/min e una camera, a occhio, da 10 l. Non so ancora il prezzo.
Inoltre ho trovato qui parecchie pompe per il vuoto, da 42 - 70 - 100 l/min, a uno stadio (pressione finale 3 Pa = 0,03 mbar = 30 milionesimi di atmosfera) o due stadi (pressione finale 0,3 Pa = 0,003 mbar = 3 milionesimi di atmosfera). Un'altra più economica (da 42 l/min, 5 Pa = 0,05 mbar) qui.
Per le camere a vuoto ho trovato qualcosa qui, per esempio questa.
Credi che basti una pompa che raggiunga 5 o 3 Pa, o è consigliabile una da 0,3 Pa?
E per le camere a vuoto hai qualche consiglio?
Sarebbe utile comprare anche un distaccante?
Grazie ancora.
Guido
Grazie anche a te,
Ho guardato il video consigliato da David e l'ho trovato molto interessante.
La "sbollatura" del silicone per lo stampo è fattibile, devo comprare una pompa a vuoto e una piccola camera a vuoto.
davidde ha scritto:... per le resine è diverso poiché il pot life è ridotto. Per queste ultime si usano degli appositi miscelatori, la resina e il suo catalizzatore dopo essere stati pesati vengono messi in un contenitore, in questo contenitore prima di iniziare il mescolamento viene fatto il vuoto così che la resina non possa inglobare aria durante il processo.
Questo procedimento fatto tutto sottovuoto con servomeccanismi è al di fuori della mia portata, per i costi sicuramente proibitivi della macchina.
Allora ho cercato su internet e ho intravisto qualche altra possibilità.
La prima, più banale, è quella di usare una resina più lenta nell'indurimento. Ho visto che della resina PU-8066 che consigli, esiste anche la versione PU-8066 Slow, che ha un "Gel time" di 45 - 60 minuti anziché 15 minuti. Poi bisognerà aspettare minimo 12 ore prima di sformare, pazienza. Per iniziare, una volta che mantenga una scorta di 100 pezzi pronti penso che potrò stare tranquillo per un po'.
In questo caso penso di poter mettere uno o due stampi da 20 riempiti di resina nella camera sottovuoto, fare il vuoto per mezz'ora e poi tornare a pressione atmosferica, per far tornare a piccole dimensioni le bolle che non fossero ancora uscite.
L'altro modo, descritto qui, è quello di usare una pompa potente che faccia rapidamente il vuoto e quindi degassi la resina in poco tempo, oppure usare due camere a vuoto, una grande per immagazzinare tanto "vuoto" e una più piccola dove mettere gli stampi con la resina. Mettendo un momento in comunicazione le due camere, si raggiunge il vuoto nella seconda molto più velocemente e si dovrebbe poter "sbollare" la resina prima che solidifichi.
Credi che potrebbe funzionare?
Ho visto che la Chemix vende anche una piccola pompa con relativa camera a vuoto.
{kind=link}
Secondo i dati che danno in questa pagina, la pompa piccola ha una portata di 70 l/min e una camera, a occhio, da 10 l. Non so ancora il prezzo.
Inoltre ho trovato qui parecchie pompe per il vuoto, da 42 - 70 - 100 l/min, a uno stadio (pressione finale 3 Pa = 0,03 mbar = 30 milionesimi di atmosfera) o due stadi (pressione finale 0,3 Pa = 0,003 mbar = 3 milionesimi di atmosfera). Un'altra più economica (da 42 l/min, 5 Pa = 0,05 mbar) qui.
Per le camere a vuoto ho trovato qualcosa qui, per esempio questa.
Credi che basti una pompa che raggiunga 5 o 3 Pa, o è consigliabile una da 0,3 Pa?
E per le camere a vuoto hai qualche consiglio?
Sarebbe utile comprare anche un distaccante?
Grazie ancora.
Guido
Big fan of ⋮ƎlectroYou! Ausili per disabili e anziani su ⋮ƎlectroYou
Caratteri utili: À È É Ì Ò Ó Ù α β γ δ ε η θ λ μ π ρ σ τ φ ω Ω º ª ² ³ √ ∛ ∜ ₀ ₁ ₂ ₃ ₄ ₅ ₆ ∃ ∄ ∆ ∈ ∉ ± ∓ ∾ ≃ ≈ ≠ ≤ ≥
Caratteri utili: À È É Ì Ò Ó Ù α β γ δ ε η θ λ μ π ρ σ τ φ ω Ω º ª ² ³ √ ∛ ∜ ₀ ₁ ₂ ₃ ₄ ₅ ₆ ∃ ∄ ∆ ∈ ∉ ± ∓ ∾ ≃ ≈ ≠ ≤ ≥
0
voti
[9] Re: Quanto costano pezzi in plastica su ordinazione?
![]() da
da ![]() GuidoB » 11 giu 2014, 16:51
GuidoB » 11 giu 2014, 16:51
GuidoB ha scritto:...usare una pompa potente che faccia rapidamente il vuoto e quindi degassi la resina in poco tempo, oppure usare due camere a vuoto...
Ripensandoci, l'idea delle due camere a vuoto mi sembra ingombrante e macchinosa, oltre probabilmente a non far guadagnare poi così tanto tempo.
Invece, per mescolare sottovuoto, mi è venuto in mente che si potrebbero mettere in una tazza la resina e l'indurente, senza mescolare. Introdurre il tutto nella camera a vuoto, fare il vuoto, e poi utilizzare un agitatore magnetico per far girare l'ancoretta magnetica che avremo preventivamente inserito all'interno della tazza.
La camera a vuoto in questo caso dovrà avere il fondo non ferromagnetico, tipo questa in vetro o questa in alluminio.
Big fan of ⋮ƎlectroYou! Ausili per disabili e anziani su ⋮ƎlectroYou
Caratteri utili: À È É Ì Ò Ó Ù α β γ δ ε η θ λ μ π ρ σ τ φ ω Ω º ª ² ³ √ ∛ ∜ ₀ ₁ ₂ ₃ ₄ ₅ ₆ ∃ ∄ ∆ ∈ ∉ ± ∓ ∾ ≃ ≈ ≠ ≤ ≥
Caratteri utili: À È É Ì Ò Ó Ù α β γ δ ε η θ λ μ π ρ σ τ φ ω Ω º ª ² ³ √ ∛ ∜ ₀ ₁ ₂ ₃ ₄ ₅ ₆ ∃ ∄ ∆ ∈ ∉ ± ∓ ∾ ≃ ≈ ≠ ≤ ≥
5
voti
[10] Re: Quanto costano pezzi in plastica su ordinazione?
![]() da
da ![]() davidde » 12 giu 2014, 1:08
davidde » 12 giu 2014, 1:08
Grazie mille brabus e grazie anche a te GuidoB, troppo gentili. Provo a raccogliere le idee e appena ho un po' di tempo vedo se riesco a metter giù qualcosa di buono .
Per dovere di cronaca volevo solo far notare che il pezzo del quale si sta parlando viene piuttosto economico anche fatto di tornitura. Forse sarebbe il caso di farsi fare qualche preventivo prima di avventurarsi a costruire stampi.
Per quel che so io quando si lavora con gli stampi in silicone i distaccanti non servono, sono intrinsechi nel silicone. A seconda del numero di pezzi da produrre si scelgono due strade diverse:
- da 10 a 100pz si utilizzando stampi in silicone
- da 100 a 1000pz si utilizzando stampi realizzati con altri materiali da colata o alluminio
Queste sono ovviamente linee guida generiche, ognuno sceglie le modalità di produzione in funzione di una moltitudine di parametri che vengono valutati caso per caso. Oltre i 100pz però conviene abbandonare gli stampi in silicone, il motivo è che si consumano perdendo il loro potere distaccante. Indicativamente, dopo una ventina di stampate si preferisce rifare lo stampo, con qualche accorgimento si può tirare oltre ma comunque è piuttosto difficile superare le cinquanta colate.
Per questo motivo se la produzione richiede più pezzi è conveniente abbandonare gli stampi siliconici per ripiegare su qualcosa di più duraturo. Si fanno allora gli stampi rigidi, questi stampi a differenza dei primi non sono minimamente elastici, non permettono alcun sottosquadro e richiedono spesso anche angoli di sformo. Diventano più complessi e richiedono tecniche di realizzazione più vicine a quelle della pressofusione. In questi casi diventa obbligatorio l'uso dei distaccanti, i materiali che realizzano gli stampi non hanno nessuna qualità in questo senso tendendo a fare un tutt'uno con il materiale colato. Ad ogni apertura dello stampo le superfici che andranno a contatto con la resina vengono quindi cosparse di distaccante in modo che una volta trascorso il tempo di indurimento si riesca ad eseguire l'estrazione senza problemi.
Personalmente non ho mai avuto la necessità di utilizzare distaccanti su stampi al silicone.
Il video era per farti apprezzare lo stato dell'arte, tu puoi fare in modo più semplice ed economico. Come prima cosa ti compri una pompa da vuoto, va più che bene quella che hai visto a singolo stadio con portata da 70l/min; l'unico accorgimento è quello di comprare una pompa con l'elettrovalvola che chiuda il condotto di aspirazione una volta spenta.
Potrebbe andare bene questa pompa con l'aggiunta della sua elettrovalvola . Poi se vuoi strafare compri un vacuum chamber altrimenti te lo costruisci con una pentola e poco altro. Questo contenitore lo userai (dopo aver mescolato il silicone al suo catalizzatore) come fa vedere in questo video:
Una volta "sbollato" il silicone, lo andrai a colare nella matrice costruita per dare forma allo stampo. La colata avverrà a pressione ambiente, colando il silicone sempre nello stesso punto e dandogli il tempo di stendersi bene andando ad occupare tutti gli spazi vuoti. Se qualche bolla d'aria rimane inglobata torna a galla nelle ore successive, una volta raggiunta la superficie scoppia e il silicone ha il tempo di riassestarsi poiché per la catalisi completa ci vogliono dalle 18 alle 24h.
Le resine invece sono più complicate ma con le dovute precauzioni ci si riesce a lavorare anche a pressione atmosferica. Se la viscosità non è molto bassa (e nelle resine trasparenti non lo è) una volta inglobata l'aria diventa comunque difficile toglierla.
La fase più critica per l'inglobamento dell'aria è quella del mescolamento. Esistono dei miscelatori apposta che iniziano a mescolare soltanto una volta che hanno creato il vuoto nella camera contenete la resina. A suo tempo feci qualche ricerca e questo fu uno dei più economici che trovai, allora optai per l'autocostruzione.
Secondo me questo strumento è indispensabile per ottenere buoni risultati. Con resine lente si può procedere allo stesso modo del silicone ma con quelle a pot life ridotto (<10min) mescolare e degassare successivamente diventa un procedimento lungo, la resina comincia a perdere la sua fluidità e quando si cola nascono svariati problemi.
Non proprio. Non so se dal sito si vede ma la PU-8066 è consigliata per colate sottili (spessore da 1 a 7mm) mentre la PU-8066slow per colate più spesse (da 5 a 20mm). Se utilizzi la resina più lenta per fare i tuoi pezzi è probabile che la reazione di solidificazione non inizi nemmeno oppure che i pezzi ti rimangano morbidi per giorni. Al contrario se utilizzi quella da colate sottili per fare pezzi spessi la reazione di solidificazione potrebbe essere troppo violenta rendendo il pezzo più fragile o deformato perché reticolato velocemente. Oltre certi volumi di resina per rallentare la reazione si miscelano anche delle cariche inerti.
Per il resto tutto sta nel progettare il pezzo e lo stampo in modo da non favorire l'inglobamento dell'aria durante la colata e nel valutare se si possa lavorare con stampi a cielo aperto. Se ti interessa possiamo guardarci insieme...
Per dovere di cronaca volevo solo far notare che il pezzo del quale si sta parlando viene piuttosto economico anche fatto di tornitura. Forse sarebbe il caso di farsi fare qualche preventivo prima di avventurarsi a costruire stampi.
GuidoB ha scritto:Sarebbe utile comprare anche un distaccante?
Per quel che so io quando si lavora con gli stampi in silicone i distaccanti non servono, sono intrinsechi nel silicone. A seconda del numero di pezzi da produrre si scelgono due strade diverse:
- da 10 a 100pz si utilizzando stampi in silicone
- da 100 a 1000pz si utilizzando stampi realizzati con altri materiali da colata o alluminio
Queste sono ovviamente linee guida generiche, ognuno sceglie le modalità di produzione in funzione di una moltitudine di parametri che vengono valutati caso per caso. Oltre i 100pz però conviene abbandonare gli stampi in silicone, il motivo è che si consumano perdendo il loro potere distaccante. Indicativamente, dopo una ventina di stampate si preferisce rifare lo stampo, con qualche accorgimento si può tirare oltre ma comunque è piuttosto difficile superare le cinquanta colate.
Per questo motivo se la produzione richiede più pezzi è conveniente abbandonare gli stampi siliconici per ripiegare su qualcosa di più duraturo. Si fanno allora gli stampi rigidi, questi stampi a differenza dei primi non sono minimamente elastici, non permettono alcun sottosquadro e richiedono spesso anche angoli di sformo. Diventano più complessi e richiedono tecniche di realizzazione più vicine a quelle della pressofusione. In questi casi diventa obbligatorio l'uso dei distaccanti, i materiali che realizzano gli stampi non hanno nessuna qualità in questo senso tendendo a fare un tutt'uno con il materiale colato. Ad ogni apertura dello stampo le superfici che andranno a contatto con la resina vengono quindi cosparse di distaccante in modo che una volta trascorso il tempo di indurimento si riesca ad eseguire l'estrazione senza problemi.
Personalmente non ho mai avuto la necessità di utilizzare distaccanti su stampi al silicone.
GuidoB ha scritto:Questo procedimento fatto tutto sottovuoto con servomeccanismi è al di fuori della mia portata ......... Credi che potrebbe funzionare?
Il video era per farti apprezzare lo stato dell'arte, tu puoi fare in modo più semplice ed economico. Come prima cosa ti compri una pompa da vuoto, va più che bene quella che hai visto a singolo stadio con portata da 70l/min; l'unico accorgimento è quello di comprare una pompa con l'elettrovalvola che chiuda il condotto di aspirazione una volta spenta.
Potrebbe andare bene questa pompa con l'aggiunta della sua elettrovalvola . Poi se vuoi strafare compri un vacuum chamber altrimenti te lo costruisci con una pentola e poco altro. Questo contenitore lo userai (dopo aver mescolato il silicone al suo catalizzatore) come fa vedere in questo video:
Una volta "sbollato" il silicone, lo andrai a colare nella matrice costruita per dare forma allo stampo. La colata avverrà a pressione ambiente, colando il silicone sempre nello stesso punto e dandogli il tempo di stendersi bene andando ad occupare tutti gli spazi vuoti. Se qualche bolla d'aria rimane inglobata torna a galla nelle ore successive, una volta raggiunta la superficie scoppia e il silicone ha il tempo di riassestarsi poiché per la catalisi completa ci vogliono dalle 18 alle 24h.
Le resine invece sono più complicate ma con le dovute precauzioni ci si riesce a lavorare anche a pressione atmosferica. Se la viscosità non è molto bassa (e nelle resine trasparenti non lo è) una volta inglobata l'aria diventa comunque difficile toglierla.
La fase più critica per l'inglobamento dell'aria è quella del mescolamento. Esistono dei miscelatori apposta che iniziano a mescolare soltanto una volta che hanno creato il vuoto nella camera contenete la resina. A suo tempo feci qualche ricerca e questo fu uno dei più economici che trovai, allora optai per l'autocostruzione.
Secondo me questo strumento è indispensabile per ottenere buoni risultati. Con resine lente si può procedere allo stesso modo del silicone ma con quelle a pot life ridotto (<10min) mescolare e degassare successivamente diventa un procedimento lungo, la resina comincia a perdere la sua fluidità e quando si cola nascono svariati problemi.
GuidoB ha scritto:La prima, più banale, è quella di usare una resina più lenta nell'indurimento. Ho visto che della resina PU-8066 che consigli, esiste anche la versione PU-8066 Slow, che ha un "Gel time" di 45 - 60 minuti anziché 15 minuti. Poi bisognerà aspettare minimo 12 ore prima di sformare, pazienza.
Non proprio. Non so se dal sito si vede ma la PU-8066 è consigliata per colate sottili (spessore da 1 a 7mm) mentre la PU-8066slow per colate più spesse (da 5 a 20mm). Se utilizzi la resina più lenta per fare i tuoi pezzi è probabile che la reazione di solidificazione non inizi nemmeno oppure che i pezzi ti rimangano morbidi per giorni. Al contrario se utilizzi quella da colate sottili per fare pezzi spessi la reazione di solidificazione potrebbe essere troppo violenta rendendo il pezzo più fragile o deformato perché reticolato velocemente. Oltre certi volumi di resina per rallentare la reazione si miscelano anche delle cariche inerti.
Per il resto tutto sta nel progettare il pezzo e lo stampo in modo da non favorire l'inglobamento dell'aria durante la colata e nel valutare se si possa lavorare con stampi a cielo aperto. Se ti interessa possiamo guardarci insieme...
12 messaggi
• Pagina 1 di 2 • 1, 2
Torna a Costruzione, riparazione, riutilizzo
Chi c’è in linea
Visitano il forum: Nessuno e 19 ospiti