
 Elettrotecnica e non solo (admin)
Elettrotecnica e non solo (admin) Un gatto tra gli elettroni (IsidoroKZ)
Un gatto tra gli elettroni (IsidoroKZ) Esperienza e simulazioni (g.schgor)
Esperienza e simulazioni (g.schgor) Moleskine di un idraulico (RenzoDF)
Moleskine di un idraulico (RenzoDF) Il Blog di ElectroYou (webmaster)
Il Blog di ElectroYou (webmaster) Idee microcontrollate (TardoFreak)
Idee microcontrollate (TardoFreak) PICcoli grandi PICMicro (Paolino)
PICcoli grandi PICMicro (Paolino) Il blog elettrico di carloc (carloc)
Il blog elettrico di carloc (carloc) DirtEYblooog (dirtydeeds)
DirtEYblooog (dirtydeeds) Di tutto... un po' (jordan20)
Di tutto... un po' (jordan20) AK47 (lillo)
AK47 (lillo) Esperienze elettroniche (marco438)
Esperienze elettroniche (marco438) Telecomunicazioni musicali (clavicordo)
Telecomunicazioni musicali (clavicordo) Automazione ed Elettronica (gustavo)
Automazione ed Elettronica (gustavo) Direttive per la sicurezza (ErnestoCappelletti)
Direttive per la sicurezza (ErnestoCappelletti) EYnfo dall'Alaska (mir)
EYnfo dall'Alaska (mir) Apriamo il quadro! (attilio)
Apriamo il quadro! (attilio) H7-25 (asdf)
H7-25 (asdf) Passione Elettrica (massimob)
Passione Elettrica (massimob) Elettroni a spasso (guidob)
Elettroni a spasso (guidob) Bloguerra (guerra)
Bloguerra (guerra)
I forni fusori, adoperati per fondere i metalli, si distinguono in due grandi categorie:
- forni in cui il calore è sviluppato tramite combustione;
- forni in cui il calore è sviluppato tramite conversione di energia elettrica.
L'intento di questo articolo è quello di trattare la seconda tipologia di forni fusori.
Non scenderò nei dettagli tecnici relativi al settore elettrico, in quanto non ne sarei capace non avendo le giuste competenze (quindi perdonatemi anzitempo qualora la trattazione non dovesse essere rigorosa al 100 %). Mi limiterò quindi a trattare l'aspetto relativamente a quanto ho appreso durante i corsi, sperando che l'articolo possa essere di vostro gradimento.
Indice |
I forni fusori elettrici
Come accennato in principio di articolo la prima specifica caratteristica dei forni elettrici è la conversione integrale dell'energia elettrica in calore.
La conversione dell'energia elettrica in calore può avvenire in varie modalità:
- per effetto Joule in resistenze percorse da corrente;
- all'interno della stessa massa metallica da fondere;
- per mezzo di archi voltaici tra degli elettrodi di grafite;
- per mezzo di archi voltaici tra gli elettrodi grafite e la massa metallica da fondere.
I forni a resistenza: brevi cenni
Metalli come il rame e le sue leghe e l'alluminio e le sue leghe sono maggiormente fusibili. Ebbene per metalli di questo tipo, in genere, sono impiegati i forni a resistenza.
Le resistenze adoperate per questi forni sono diverse a seconda dei casi : possono essere di leghe che non subiscono sensibili ossidazioni a caldo, a base di nichel, cromo, alluminio o di grafite o di carborundum (carburo di silicio) o miscugli di grafite e carborundum.
Con l'ossidazione le leghe prima citate si rivestono di una crosta superficiale sottile che aderisce al metallo ed è impermeabile all'ossigeno, il quale non può quindi penetrare rapidamente verso il cuore delle resistenze ponendole fuori servizio in poco tempo.
Per temperature che arrivano a 800 - 900 °C sono ben indicate le leghe nichel-cromo che presentano una qualità ed una durata tanto migliori quanto più basso è in esso il tenore di ferro.
Per temperature che arrivano a 1100 - 1200 °C per avere una durata conveniente si ricorre a delle leghe più pregiate, con tenori vari di alluminio, cobalto, tungsteno : il loro costo elevato dipende prevalentemente dalla difficoltà di fabbricazione. Esse sono infatti leghe dure e fragili che sono poco adatte a subire operazioni come fucinatura, laminazione e trafilatura, che sono tutte operazioni necessarie a far sì che possano essere idonee per la costruzione delle resistenze.
Le resistenze di grafite e di carborundum o di miscele opportune di carbonio grafitico e carborundum presentano anch'esse l'inconveniente di una notevole fragilità e di un elevato costo che rende molto costoso l'esercizio industriale dei forni che adoperano tale tipologia di resistenze, che però consentono di arrivare fino a 1300 °C circa.
Un forno a resistenza offre la possibilità di una costruzione razionale nonché un elevato rendimento termico. Il fattore di potenza è praticamente uguale ad 1 e ciò rappresenta un elemento di grande importanza anche perché solitamente un forno rappresenta un carico notevole sulla linea di alimentazione.
Il forno ad induzione
Il principio di funzionamento di un forno ad induzione è il riscaldamento e la fusione di una massa di metallo tramite effetto Joule di correnti indotte in essa dall'azione di un campo magnetico alternato.
In questo tipo di forni il limite delle temperature raggiungibili è legato solo all'efficacia dell'isolamento termico verso l'ambiente e ai fenomeni di volatilizzazione dei componenti della lega trattata.
Per generare il campo magnetico alternato induttore occorre un avvolgimento percorso da una corrente alternata di frequenza opportuna.
Il flusso alternativo che si genera, concatenandosi in parte con la massa metallica che deve essere riscaldata, induce in quest'ultima forze elettromotrici alternative, che generano a loro volta delle correnti di notevole intensità per via della piccolissima resistenza del blocco massiccio di metallo, che sviluppano calore per effetto Joule.
Per ottenere un elevato effetto utile in forni di questo genere è opportuno realizzare prima di tutto un buon concatenamento elettromagnetico tra l'avvolgimento primario percorso dalla corrente alternata e l'avvolgimento secondario che si riduce ad una specie di unica massiccia spira costituita dal metallo che si deve riscaldare. Per raggiungere tale scopo è necessario condurre la maggior parte del flusso magnetico generato dall'avvolgimento primario ad attraversare la massa metallica secondaria, evitando che molte delle linee di forza del campo magnetico si chiudano su se stesse senza andare a concatenarsi con il secondario.
Tale condizione si può conseguire, come nei trasformatori, se si fornisce al flusso magnetico una via di minima riluttanza, lungo la quale esso si incanali quasi completamente e facendo passare questa via attraverso la massa metallica da riscaldare.
Nella figura schematica che segue è indicato quanto espresso precedentemente:
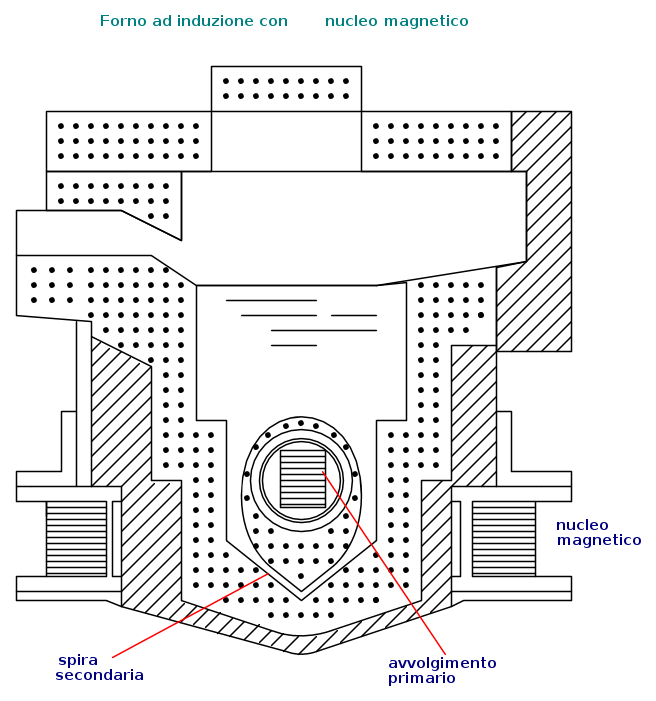
Il metallo da fondere è disposto in un canale anulare, formando una grossa spira secondaria che circonda il nucleo di ferro N che costituisce la via di più facile percorso per il flusso magnetico generato dall'avvolgimento primario.
Poiché il riscaldamento del metallo si consegue solo se la spira è continua è buona norma non vuotare mai completamente il forno del metallo fuso, ma è bene lasciarvene sempre una quantità tale da poter agire da innesco per il riscaldamento delle cariche successive.
In un forno di questo tipo per via della presenza del circuito magnetico in ferro una parte rilevante del flusso generato dall'avvolgimento induttore si concatena con il circuito secondario e viceversa e ciò si traduce in un elevato fattore di potenza del complesso.
Il maggiore inconveniente di questo forno è dovuto al fatto che nella finestra centrale del nucleo magnetico devono trovare posto a poca distanza l'uno dall'altro il canale refrattario che contiene il metallo fuso (a temperatura elevata) e l'avvolgimento primario (per il buon isolamento di quest'ultimo occorre invece una bassa temperatura).
Non si può ovviare a questo inconveniente aumentando di molto le dimensioni della finestra perché ciò porterebbe ad allungare il cammino delle linee di forze magnetiche e quindi molte di queste si richiudono attraverso l'aria senza concatenarsi con il secondario. Si abbasserebbe quindi il fattore di potenza.
In forni del genere il buon concatenamento tra il primario e il secondario è assicurato dalla grande permeabilità del ferro e la frequenza di alimentazione può essere quella delle reti di distribuzione.
Se però bisogna raggiungere temperatura elevate nel forno bisogna rinunciare al nucleo magnetico per i motivi prima citati sul fatto che è impossibile conciliare la presenza di esso con la protezione termica del primario.
Si adotta quindi lo schema seguente:

Adoperando tale schema non c'è più impedimento ad allontanare a sufficienza le spire primarie dal metallo fuso per realizzare l'isolamento termico necessario.
Con ciò però si peggiora di molto l'accoppiamento elettromagnetico del metallo da riscaldare con l'avvolgimento primario, perché molte linee di forza si richiudono senza attraversare il primo.
Per migliorare l'accoppiamento si deve aumentare la frequenza a diverse centinaia o anche migliaia di Hz.
Aumentando la frequenza si ottiene un miglioramento sia dell'accoppiamento dei due circuiti che del fattore di potenza del forno che aumenta, pur restando al di sotto di quello che si otterrebbe costruendo il forno con il nucleo magnetico.
C'è da dire comunque che non è possibile procedere per questa strada in modo indefinito perché le correnti alternate tendono a concentrarsi negli strati superficiali delle masse metalliche che percorrono e si genera un effetto pellicolare che si esalta molto velocemente quando cresce la frequenza.
Quindi da un alto, se si aumenta la frequenza della corrente induttrice, si aumenta l'accoppiamento elettromagnetico tra primario e secondario, dall'altro la massa metallica da riscaldare percorsa efficacemente da correnti indotte intense diminuisce.
Per questo motivo nei forni fusori senza nucleo magnetico non si va al di là di alcune migliaia di Hz nella frequenza delle correnti di alimentazione.
La concentrazione delle linee di corrente negli strati superficiali del metallo riscaldato per le frequenze molto elevate è sfruttata nel riscaldamento ad induzione dei pezzi che devono essere sottoposti al trattamento termico.
Il rivestimento refrattario interno del forno è di spessore piccolo compatibilmente con la resistenza meccanica in modo da migliorare l'accoppiamento tra l'avvolgimento induttore e il metallo da fondere. In generale questo spessore è pari all'8% del diametro del crogiolo.
Al fine di elevare il fattore di potenza dell'impianto in modo che assuma un valore accettabile si procede a compensare il carico induttivo costituito dal forno con condensatori che assorbano un corrispondente carico capacitivo.
Sono richiesti appositi impianti di conversione dell'energia a frequenza industriale attingibile alla linea di alimentazione: alternatori ad alta frequenza mossi da motori asincroni o sincroni inseriti sulla rete, circuiti oscillanti alimentati da scariche in spinterogeni, da valvole termodinamiche o da dispositivi a stato solido.
Di seguito sono riportate alcune immagini che ritraggono esempi di forni fusori ad induzione:
Il forno ad arco
Nel forno ad arco la sorgente di calore è costituita da un arco voltaico intenso. Possono essere di tue tipologie.
Nel primo tipo, il forno ad arco radiante, si stabilisce l'arco C tra due elettrodi di grafite A e B e il valore viene essenzialmente trasmesso per irradiazione, come è mostrato schematicamente nella figura che segue:

A causa dell'elevata temperatura dell'arco accade che si possa avere una perdita apprezzabile di componenti volatili della carica. Per evitare il surriscaldamento di questa in superficie e quindi effetti dannosi il forno è dotato di un movimento pendolare attorno ad un asse orizzontale che consente un rimescolamento della massa fusa e quindi una buona omogeneizzazione della composizione e anche della temperatura.
Per eseguire la colata si arresta il movimento pendolare e si inclina il forno intorno all'asse stesso fino ad ottenere l'efflusso del metallo fuso dal foro apposito.
Dal punto di vista dell'impiego questi forni sono molto versatili e di semplice conduzione. Inoltre sebbene il rivestimento refrattario sia abbastanza costoso, grazie ad una oculata manutenzione se ne può assicurare una lunga durata nel tempo.
La seguente immagine tratta da http://www.lombardiabeniculturali.it/scienza-tecnologia/schede/ST080-00012/ raffigura un esempio di forno elettrico ad arco indiretto (o radiante):
La seconda tipologia di forno ad arco prevede che l'arco si stabilisca tra elettrodi grafite e la massa metallica da fondere.
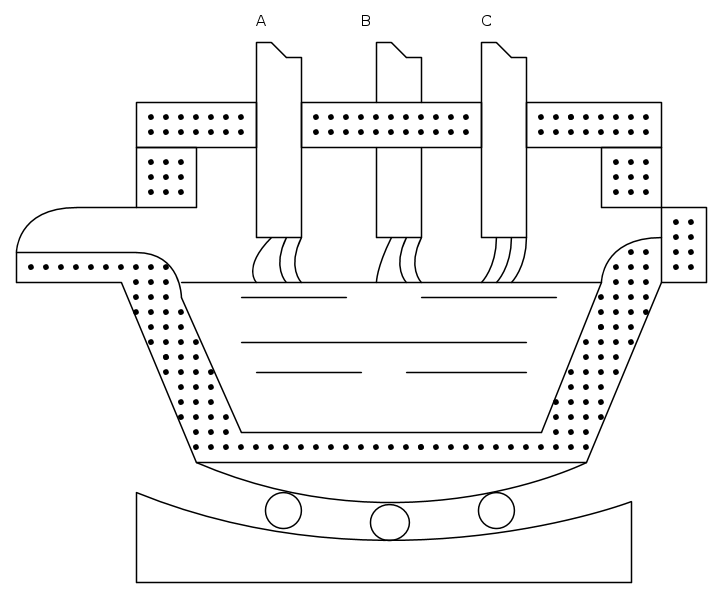
Questi sono regolarmente dei forni trifasi : si hanno in essi tra archi tra la massa metallica che assume le funzioni di neutro e tre elettrodi A,B,C collegati ciascuno con le tre fasi di alimentazione.
Gli elettrodi di grafite che si consumano a mano a mano sono portati da sostegni che permettono l'avanzamento graduale in modo da mantenere costante la lunghezza dell'arco e quando si esauriscono vengono aggiuntati ad altri uguali con manicotti filettati di grafite.
La tensione di alimentazione dell'arco varia da 40-50 V a 120-150 V.
La potenza in alcuni forni per fusione di acciaio può arrivare anche ad alcune decine di migliaia di kW. Essa in relazione ad altri tipi di forni è sempre elevata in proporzione rispetto alla carica.
In generale i forni ad arco radiante possono essere adoperati per la fusione di ogni tipo di metallo o di lega, mentre quelli ad arco diretto sono normalmente impiegati per la fusione degli acciai. In questi ultimi forni il calore è comunicato alla carica sia direttamente nelle zone di attacco degli archi sia per irradiazione da questi e dalla volta del forno.
Tali forni sono costruiti con la valvola amovibile (per rotazione in un piano orizzontale ad esempio), in modo da caricare dall'alto rapidamente senza che si abbia un forte raffreddamento del refrattario dopo la colata precedente.
Il rivestimento refrattario può essere:
- basico : a base di ossidi di calcio e di magnesio;
- acido : a base di silice.
Questo a seconda che si debba realizzare sull'acciaio una scoria ricca o no di ossidi basici per fissare in composti stabili il fosforo presente eventualmente nel metallo.
Il diametro del forno ad arco può variare da 2,5 a 3,5 m con una capacità dalle 12 alle 40 tonnellate.
In media sarà necessaria una potenzia di alimentazione al trasformatore di circa 1000 kWA per tonnellate all'ora di produzione.
Il fattore di potenza è basso: intorno a 0,80; il carico è caratterizzato da continue forti fluttuazioni durante la fase di fusione in cui gli archi saltano irregolarmente da un pezzo all'altro della carica. In tale fase, d'altronde, è conveniente alimentare il forno alla massima potenza consentita dal trasformatore per abbreviarne la durata.
L'energia spesa si valuta in media in 480-500 kWh per tonnellate di metallo fuso. Questi valori si possono innalzare fino a 600-650 se in una linea di produzione di getti si deve aggiungere un forno per conservare il metallo spillato periodicamente dai forni di produzione.
Per l'elevata temperatura degli archi gli elettrodi sono sottoposti ad un rapido consumo inevitabile, sicché la relativa spesa può andare dal 50 al 100 % di quella per l'energia elettrica di alimentazione.
Un inconveniente tipico dei forni ad arco è la produzione di notevoli quantità di densi fumi rossastri di ossido di ferro finemente diviso : è dovuto all'elevata temperatura superficiale del metallo fuso nelle zone di attacco degli archi. Per ovviare a tale inconveniente si ricorre all'utilizzo di appositi apparecchi di aspirazione e separazione delle polveri.
Considerazioni finali
Un vantaggio dei forni elettrici è quello di ridurre di molto il volume dei gas che durante la fusione e l'elaborazione del bagno liquido vengono a contatto con il metallo. E' facile realizzare un'atmosfera indifferente che riduca al minimo l'assorbimento di sostanze estranee da parte del bagno.
In particolar modo con il forno ad induzione ad alta frequenza si può isolare completamente l'ambiente in cui il metallo fonde sicché grazie ad appositi dispositivi si possono eseguire fusioni di metalli e leghe su scala industriale in un vuoto spinto, nelle migliori condizioni in modo da impedire che il bagno liquido assorba i gas.
Sempre nei forni ad induzione si ha un continuo rimescolamento del bagno fuso, per le azioni elettrodinamiche del campo magnetico induttore sulle correnti indotte, che consente di avere un bagno omogeneo sebbene sia di ostacolo ad una rapida decantazione delle scorie che si trovano eventualmente in sospensione.
Tornando ai forni elettrici ad arco, sottolineiamo che i forni ad arco diretto permettono (dal punto di vista industriale) di raggiungere le temperature più elevate che sono peraltro necessarie quando bisogna fabbricare acciai di qualità.
Concludendo l'articolo, possiamo dire che, tecnologicamente parlando, il forno ad induzione ad alta frequenza è il miglior tipo di cui oggi si disponga.
Nella pratica industriale, però, è indispensabile tenere conto anche dei fattori economici e quindi ciascuno dei tipi di forni ricordati finora presenta un proprio campo di applicazione.
Bibliografia
Lezioni di fonderia - Francesco Mazzoleni.


