
 Elettrotecnica e non solo (admin)
Elettrotecnica e non solo (admin) Un gatto tra gli elettroni (IsidoroKZ)
Un gatto tra gli elettroni (IsidoroKZ) Esperienza e simulazioni (g.schgor)
Esperienza e simulazioni (g.schgor) Moleskine di un idraulico (RenzoDF)
Moleskine di un idraulico (RenzoDF) Il Blog di ElectroYou (webmaster)
Il Blog di ElectroYou (webmaster) Idee microcontrollate (TardoFreak)
Idee microcontrollate (TardoFreak) PICcoli grandi PICMicro (Paolino)
PICcoli grandi PICMicro (Paolino) Il blog elettrico di carloc (carloc)
Il blog elettrico di carloc (carloc) DirtEYblooog (dirtydeeds)
DirtEYblooog (dirtydeeds) Di tutto... un po' (jordan20)
Di tutto... un po' (jordan20) AK47 (lillo)
AK47 (lillo) Esperienze elettroniche (marco438)
Esperienze elettroniche (marco438) Telecomunicazioni musicali (clavicordo)
Telecomunicazioni musicali (clavicordo) Automazione ed Elettronica (gustavo)
Automazione ed Elettronica (gustavo) Direttive per la sicurezza (ErnestoCappelletti)
Direttive per la sicurezza (ErnestoCappelletti) EYnfo dall'Alaska (mir)
EYnfo dall'Alaska (mir) Apriamo il quadro! (attilio)
Apriamo il quadro! (attilio) H7-25 (asdf)
H7-25 (asdf) Passione Elettrica (massimob)
Passione Elettrica (massimob) Elettroni a spasso (guidob)
Elettroni a spasso (guidob) Bloguerra (guerra)
Bloguerra (guerra)
Indice |
Premessa
Il seguente articolo ha lo scopo di effettuare una breve trattazione, limitatamente a quanto appreso a lezione, della misurazione delle quote di pezzi realizzati con le lavorazioni industriali.
Introduzione
Quando si disegna un pezzo che va poi inserito in un progetto più completo, si procede con il rilievo dal vero e cioè ricavando, in altre parole, le misure e le forme da oggetti già esistenti.
La metrologia ha la funzione di misurare e controllare le dimensioni, la forma e la qualità delle superfici dei pezzi che vengono prodotti nel settore industriale. Lo scopo è quello di scegliere in modo corretto i metodi e gli strumenti di misura e di controllo.
La misura è il rapporto tra una grandezza ed un'altra, omogenea ad essa, presa come unitaria.
Ad esempio se effettuiamo la misura della lunghezza del lato maggiore di un foglio da disegno A4, determiniamo quante volte una grandezza unitaria (il mm) è contenuta nella grandezza da misurare (il lato del foglio, 297 mm).
Gli strumenti di misura verificano quelle che sono la dimensione, la forma e il grado di precisione conseguito nella lavorazione del pezzo, in riferimento ai valori prescritti nel disegno.
E' possibile classificare gli strumenti di misura in:
- strumenti misuratori: sono dotati di una graduazione tramite la quale è possibile leggere il valore della grandezza che si è misurata;
- strumenti di controllo fissi (o calibri fissi): consentono la misurazione o la verifica per confronto, in relazione ad una posizione di riferimento, senza indicare i valori;
- strumenti comparatori: effettuano la misurazione per confronto rispetto ad un campione, rilevando il valore della differenza tra il campione e l'oggetto da esaminare.
Le caratteristiche di uno strumento di misura sono:
- precisione (o grado di precisione): è la differenza massima tra il valore della misura fornita dallo strumento e il reale valore della grandezza misurata (se quindi uno strumento è caratterizzato da un grado di precisione di 0.1 mm significa che il valore reale della grandezza misurata può essere maggiore o minore del valore fornito dallo strumento di 0,1 mm al massimo);
- sensibilità: è il rapporto tra la variazione dell'indice dello strumento sulla scala graduata e la variazione corrispondente della grandezza da misurare;
- portata: è il valore massimo della grandezza misurabile dallo strumento;
- campo di misura: è la differenza tra la misura massima e la misura minima rilevabile dallo strumento (ad esempio un termometro clinico con estremi della scala di 35°C e 42°C presenta un campo di misura di 7°C);
- approssimazione: è la frazione più piccola di una grandezza misurabile con un determinato strumento.
Breve descrizione di alcuni strumenti misuratori
Il calibro a corsoio
E' lo strumento di misura delle grandezze lineari più adoperato in officina; è detto anche calibro a nonio dal nome del dispositivo che ne migliora la precisione.
Permette di realizzare misurazioni esterne, interne e di profondità ed è composto da:
- asta fissa che reca incisa generalmente una doppia scala in mm ed in pollici e termina con un becco;
- corsoio mobile che scorre sull'asta ed è anch'esso dotato di un becco e posta la graduazione del nonio e un dispositivo di bloccaggio.
Il nonio presenta una scala graduata in modo che le sue n divisioni corrispondano alla lunghezza di n − 1 divisioni della scala fissa.
Il nonio generalmente permette di realizzare una approssimazione di 1 / 10, 1 / 20 , 1 / 50 di millimetro, caratteristica da cui deriva il nome di calibro decimale, ventesimale e cinquantesimale.
Per rapide e precise misurazioni si ricorre spesso ai calibri digitali, come quello in figura:
Essi consentono di eseguire una lettura facile grazie al visualizzatore numerico a cristalli liquidi. Calibri di questo tipo permettono l'azzeramento in qualsiasi punto poiché sono dotati di memoria per misure indirette e sono in grado di arrivare alla precisione del centesimo.
Il micrometro
Il micrometro è detto anche micrometro centesimale o Palmer, dal nome di colui che lo ideò nel 1848. Assume forme diverse in relazione al particolare campo di impiego e permette di effettuare misurazioni con la precisione del centesimo di millimetro.
Di seguito è proposta una rappresentazione schematica del micrometro:
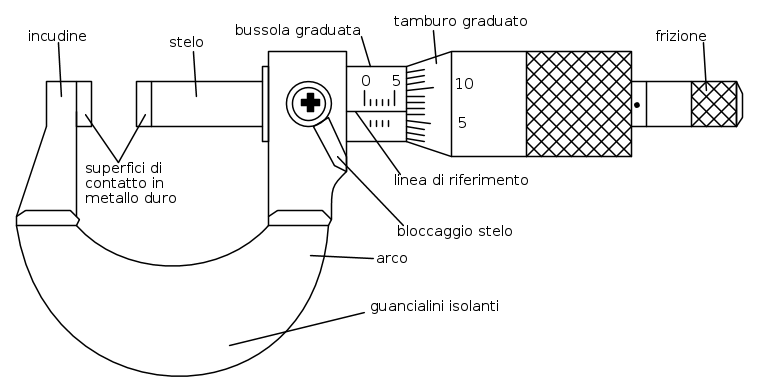
Esso comprende due parti fondamentali:
- una parte fissa a forma di arco molto rigida che porta alla sua estremità l'incudine che costituisce la prima delle due superfici di misura e all'altra estremità una bussola graduata;
- una parte mobile il cui elemento fondamentale è un'asta cilindrica che termina con la seconda superficie di misura collegata e sulla quale è ricavata una filettatura di passo pari a 0,5 mm.
Lo strumento è poi completato da un tamburo graduato e da un dispositivo di serraggio formato da una ghiera zigrinata che impedisce il superamento entro un certo valore della pressione dell'asta mobile sul pezzo.
La seguente figura mostra un esempio di micrometro:
Il goniometro universale
E' adoperato per effettuare misurazioni angolari con approssimazione inferiore al grado. E' formato da un disco graduato che è solidale ad una squadretta fissa e da un disco a graduazione a nonio, coassiale al disco fisso e da un'asta mobile con le due estremità inclinate (rispettivamente) di 60° e 45°. La seguente figura ritrae un esempio di goniometro universale:
Gli strumenti di controllo fissi
Essi sono adoperati in particolar modo nel campo delle lavorazioni meccaniche di serie. Non forniscono il valore della misura ma indicano solo se la misura si trova all'interno dei limiti prestabiliti di errore consentiti.
Si classificano a seconda del campo di utilizzo in
- calibri per il controllo degli errori dimensionali sia per elementi interni che esterni (chiamati anche calibri differenziali);
- calibri per la verifica degli errori geometrici, che sono meno diffusi e più complessi.
Di seguito sono mostrati un calibro a tampone (a sinistra) ed un calibro a forcella (a destra):
| | |
Fanno parte della famiglia degli strumenti fissi anche i blocchetti piano-paralleli o blocchetti Johansson, realizzati con elevata precisione e raccolti in scatole con spessori che crescono da 1 mm a 10 mm. In tal modo ogni quota campione è realizzata sovrapponendo vari blocchetti fino alla misura voluta. Sono impiegati per la taratura e il controllo degli strumenti di misura e per misurazioni indirette con strumenti comparatori.
La seguente figura ritrae i blocchetti piano-paralleli:
Gli strumenti comparatori
Essi sono impiegati per controllare gli errori dimensionali e di forma in modo indiretto: indicano cioè, ad esempio, la differenza tra la lunghezza del pezzo da esaminare e quella di un pezzo campione.
Lo strumento tradizionale è il comparatore a quadrante o a orologio:
ad amplificazione meccanica, dotato di un tastatore retrattile e di un quadrante con un indice che si sposta in modo proporzionale allo spostamento del tastatore.
L'approssimazione è di 0,01 mm, cioè ogni spostamento di 1 mm del tastatore corrisponde ad una rotazione completa dell'indice sul quadrante diviso in 100 parti. Per valutare gli spostamenti superiori al mm i comparatori sono dotati di un quadrante più piccolo con una scala che registra gli spostamenti in mm.
Esistono ovviamente modelli digitali di comparatore, come quello che segue:
Un altro strumento utile per il rilievo degli errori di forma e di posizione è il comparatore universale che è dotato di un tastatore che si può orientare rispetto all'asse dello strumento.
Il controllo con macchina di misura a coordinate
Questo è uno degli ultimi sviluppi della tecnologia della misura. La macchina di misura a coordinate (Coordinate Measuring Machine, CMM) è costituita da una struttura a portale con una tavola di granito per migliorare la ripetibilità e l'accuratezza delle misure e sulla quale viene montato il pezzo da misurare.
Una CMM è rappresentata in figura:
La struttura della macchina, controllata di norma su tre assi, deve essere molto rigida, montata su cuscinetti speciali con dispositivi antivibrazione e installata in ambienti in cui temperatura ed umidità sono controllati in maniera rigorosa.
Un tastatore, disponibile in varie forme, registra le coordinate dei punti a contatto con il pezzo e le trasferisce ad un calcolatore che le elabora fornendo poi i valori delle misure.
I vantaggi delle CMM sono:
- flessibilità, adatta ad ogni tipo di misura, sia geometrica che dimensionale;
- miglioramento dell'accuratezza (fino a 1,9 μm);
- riduzione dell'errore introdotto dall'operatore;
- produttività maggiore nei cicli di misura grazie al fatto che è possibile eseguirli in automatico.
La procedura che è di norma utilizzata per eseguire una misura su un pezzo è la seguente:
- calibrazione del tastatore;
- definizione del sistema di riferimento sul pezzo;
- esecuzione delle misure ed eventuale memorizzazione del ciclo di misura per eseguire in automatico le misure successive;
- calcolo degli scostamenti confrontando i dati con i valori nominali;
- stampa dei risultati (anche in forma di istogrammi).
Per approfondire
Si segnala (si ringrazia DirtyDeeds per questo) la seguente interessante guida dell'NPL a calibri e micrometri: http://publications.npl.co.uk/npl_web/pdf/mgpg40.pdf.
Bibliografia
Disegno tecnico industriale - Chirone, Tornincasa.



